| xBOINGx | Дата: Воскресенье, 14.12.2014, 22:19 | Сообщение # 1 |

Генералиссимус
Группа: Администраторы
Сообщений: 255
Награды: 2
Репутация: 2
Статус: Offline
| Изготовление миниатюрных гвоздей
На модели корабля, кроме декоративных целей, гвозди очень часто нужны как элементы крепления, а потому воспроизвести их
конструкцию требуется практически в полном объеме, по крайней мере,
шляпка должна присутствовать.
Есть несколько способов изготовления гвоздей, рассмотрим один из них. Для этого нам потребуется:
стальная проволока, такой марки, которая имеет способность к воронению
(проволока годится не любая, а та которая потом будет ворониться, а если
в ней есть нержавеющие добавки, то заворонить ее обычно не удается. Как
правило, проволока, которую можно воронить, достаточно сталистая,
поэтому ее следует предварительно отжечь.).
обычный гвоздь, как минимум в 3-4 раза толще используемой проволоки.хороший
надфиль. Не просто свежий и острый, а главное с острыми и правильными
углами, очень хороши импортные швейцарские алмазные надфили.
миниатюрный высокооборотный токарный станок, например Unimat или его аналог.
цанга для зажима получившегося гвоздя.
шлифовальный станок.
Сначала зажимаем обычный гвоздь в станок и срезаем у него шляпку.
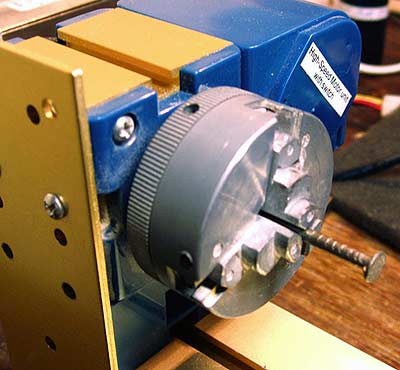
Рис. 1. Обычный гвоздь. Нужен для изготовления оправки.
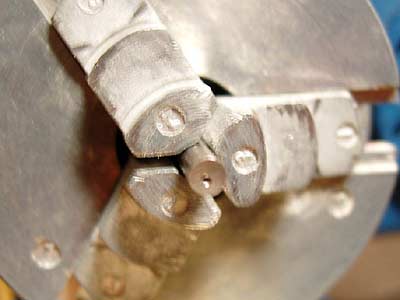
Рис. 2. Засверленное с торца отверстие.
Затем засверливаем гвоздь с торца сверлом диаметром, равным толщине проволоки
или чуть больше на глубину 3-4 толщины проволоки, которую мы будем
использовать под минигвоздь. Я специально просверлил отверстие криво,
чтобы показать, что в дальнейшем это никак не влияет на получаемый
результат. Полученный гвоздь можно вынуть из патрона и собрать станок,
подготовительные операции закончены.
Так как я использовал проволоку 0,6 мм, а мой патрон ее не зажимает, то
используем переходной цанговый патрон, а засверленный ранее гвоздь
зажимаем в патрон задней бабки.
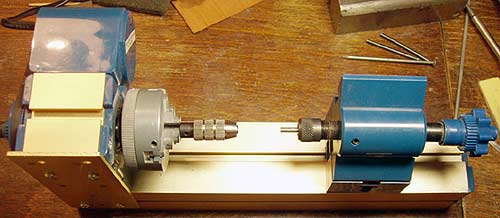
Рис. 3. Станок готов к работе.
Крепим проволоку в цанговом патроне, другой ее конец вставляем в отверстие,
при этом обязательно проволоку и отверстие надо смазать машинным маслом,
иначе при вращении ее быстро заклинит, детали сварятся. Для этого
используем шприц с маслом. Я мазал проволоку маслом один раз на 4-5
изготовляемых гвоздей, каждый раз делать это не обязательно. Включаем
станок.
Бьет? А как же, так и должно быть, цанговый патрон наверняка не отцентрирован, да и отверстие просверлено криво. Не останавливая
станок, надавим на проволоку небольшим кусочком дерева, прикладывая
некоторое усилие, соразмерное толщине проволоки. Проволока продолжает
бить около патрона, но совсем не бьет у отверстия в гвозде, тут мы и
будем работать.

Рис. 4. Изначально зажатая с двух концов проволока может бить.
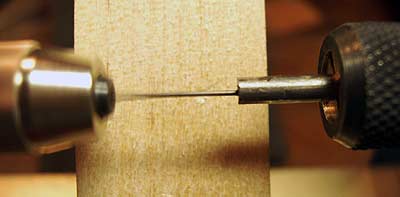
Рис. 5. Можно выровнять только тот конец, который зажат в отверстии в торце гвоздя.
Используя торец большого гвоздя, зажатого в патроне задней бабки, как упор для
надфиля, стачиваем проволоку на нужную глубину - это будущий диаметр
гвоздя, а диаметр проволоки, как вы догадались, это размер будущей
шляпки. Если шляпка у нас 0,6 мм, то стачиваем примерно до 0,4 мм, можно
постараться сделать гвоздь немного коническим, тогда его будет легче
забить. Шкурка и шлифовка нам не нужна, чем хуже поверхность, тем лучше
будет держаться гвоздь, реально на них даже насечки делают.
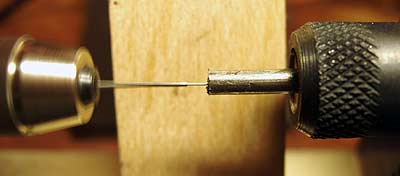
Рис. 6. Результат обработки.

Рис. 7. Результат обработки.
Полученный гвоздь откусываем бокорезами, причем пологий срез у бокорезов (если они имеют заточку с двух сторон) надо направлять в сторону задней
бабки (шляпки), тогда гвоздь получит дополнительное заострение. В
принципе, можно сделать проточку шире и тогда получим сразу два гвоздя.
Но на практике это получается дольше, потому что откусывая тонкую часть,
мы освобождаем себя от необходимости заправлять проволоку, откушенная,
она напрочь отказывается влезать в предназначенное для нее в задней
бабке отверстие.
Рис. 8. Пояснение к откусыванию заготовки гвоздя.
Зажимаем получившийся минигвоздь в цанговый патрон, при этом стараясь как можно
глубже просадить его в цангу, иначе при обработке шляпки тонкий гвоздь
может запросто загнуться.

Рис. 9. Гвоздь зажат в цанге, торчит только будущая шляпка.
На шлифовальном станке стачиваем все лишнее, оставляя только нужную
шляпку, получаем вот такой минигвоздь. Длина 2,5 мм, шляпка 0,6мм,
толщина гвоздя 0,4мм.

Рис. 10. Готовый гвоздь.
Остается только воронить сразу некоторое количество гвоздей. Нагреваем их на
фольге и высыпаем в масло, достаем их оттуда магнитом, вытираем. Можно
повторить операцию, если остались не черненые детали.
Таким способом можно изготовить 20-30 гвоздей в час.
|
| |
| |





