| xBOINGx | Дата: Воскресенье, 14.12.2014, 22:11 | Сообщение # 1 |

Генералиссимус
Группа: Администраторы
Сообщений: 255
Награды: 2
Репутация: 2
Статус: Offline
| Три способа изготовления гвоздей из латуни
Первый способ. Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем
отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При
отрезании таким способом образуется кольцевой буртик. Данный способ я
использую для крепления очень мелких деталей, где надо сымитировать
мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе
сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а
буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал
из основы, его надо немного изогнуть.
Второй способ. Гвозди со шляпками впотай. Для этого надо сделать небольшую приспособу.
Надо взять пластину из металла толщиной 2-3 мм, просверлить в ней
отверстие диаметром под проволоку, например 0,5 мм. Далее сверлом 1 мм
делаем зенковку на глубину конической части сверла или немного глубже.
Приспособа готова.
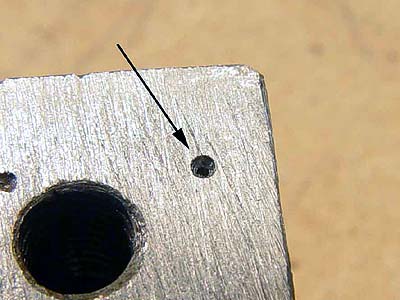
Рис. 1. Зенковка отверстия.
Дальше надо сделать заготовки гвоздей. Для этого понадобиться газовая горелка
или бытовая газовая плита, а также сода пищевая в качестве флюса. С их
помощью будем формировать на конце проволоки утолщения для шляпок. В
небольшое количество соды добавляем несколько капель воды, чтобы
получился раствор жидкой сметаны. Окунаем проволоку в раствор соды.
Держа проволоку вертикально, подносим к пламени горелки, при этом латунь
начинает плавиться, и сворачивается в некое подобие капли.

Рис. 2. Формирование капельки на кончике латунной проволоки.

Рис. 3. Капля на конце латунной проволоки.
Отрезаем от проволоки с каплей нужную длину и повторяем эту операцию нужное
количество раз. Далее вставляем заготовки в приспособу и молотком
расплющиваем верхушку заготовки.
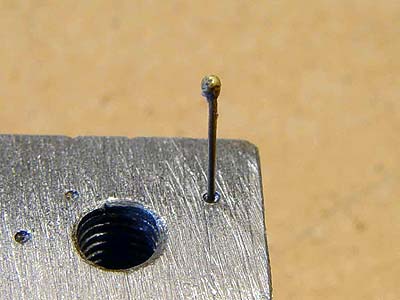
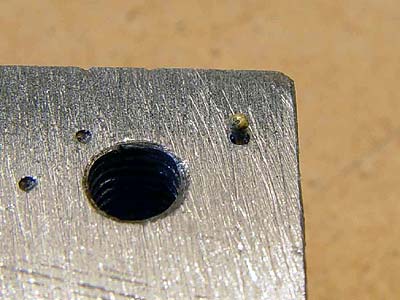
Рис. 4 и 5. Вставляем проволоку в приспособу.

Рис. 6. Расплющиваем.
Потом напильником удаляем лишний металл.

Рис. 7. Обработанная шляпка.
В итоге получается такой гвоздь.

Рис. 8. Гвоздь после обработки в приспособе.
После снятия облоя получаем готовый гвоздь.

Рис. 9. Гвоздь на этапе снятия облоя зажат в цанговый зажим

Рис. 10. Готовый результат
Совет. Перед тем, как формировать шарик на конце проволоки, её надо немного
растянуть. Диаметр проволоки немного уменьшится и заготовки будет легко
вставлять в приспособу.
Третий способ. Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.

Рис. 11. Приспособления для изготовления гвоздей с полукруглыми шляпками
Для начала надо сделать направляющую. Она делается из произвольного металла
и произвольной длины. Одно условие, отверстие должно быть калибровано
развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она
сделана из хвостовика сверла немного большего 6 мм. и проточена в размер
отверстия направляющей. Наковальня должна входить в отверстие
направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они
сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей
меньше отверстия направляющей, пришлось сделать переходники, которые
тоже должны входить в отверстие направляющей без люфтов. Всё это
делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке
12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
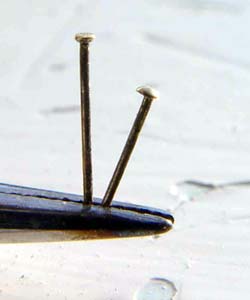
Рис. 12. Слева - нормальный гвоздь, справа - дефектный.
Как сделать полукруг в пуансоне. Для этого понадобится шарик от подшипника,
диаметр подбирается, направляющая и переходник пуансона. Отжигаем
хвостовик надфиля, чтобы металл стал мягким. На токарном станке делаем
не глубокую зенковочку по центру торца хвостовика, собираем пуансон и
переходник и вставляем их в направляющую. Кладем шарик на мощное
металлическое основание и вколачиваем шарик в пуансон. Шарик может
лопнуть, поэтому их должно быть несколько. Далее на токарном станке у
пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем
угле пуансон будет колоться.


Рис. 13 и 14. Пуансоны
Когда углубление и угол сделаны, рабочую сторону пуансона надо закалить.
Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню
кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть
пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить
надо только рабочую часть, остальное должно быть мягким. Если надо, то
подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось
где-то с третьего раза. Первый закалил весь, при первом ударе он
раскололся. У второго угол отруба сделал слишком острый, тоже
раскололся. Получился только на третьем разе. На рис. 15 левый пуансон
немного перекален, режущая кромка поколота, но ничего, работает.
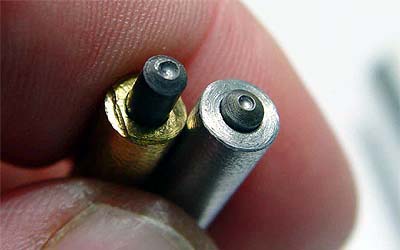
Рис. 15. Сравнение режущих кромок пуассонов.
Используя шарики разного диаметра, получаем шляпки разного размера. Заготовки для
гвоздей и обработку делаем по технологии, описанной выше.


Рис. 16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.

Рис. 18. Наковальню с проволокой помещаем в направляющую.

Рис. 19. А с другого конца направляющей входит пуассон.

Рис. 20. Ударом молотка по пуассону формируется шляпка гвоздя.

Рис. 21. Сформированная шляпка.

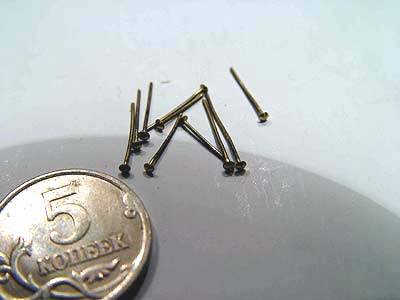
Рис. 22 и 23. Готовый результат
|
| |
| |





