| xBOINGx | Дата: Суббота, 13.12.2014, 21:35 | Сообщение # 1 |

Генералиссимус
Группа: Администраторы
Сообщений: 255
Награды: 2
Репутация: 2
Статус: Offline
| Изготовление решеток с помощью токарного станка и фрезерных тисков
Все детали для решеток палубных люков можно сделать на небольшом токарном станке по металлу, оборудованном фрезерными тисками, которые
превращают станок во фрезерный, подходящий для точной обработки
большинства деталей модели. Поскольку элементы решетки перпендикулярны
друг другу, то нужно сделать как продольные, так и поперечные заготовки
реек. Но, поскольку сетка решетки квадратная, то обе заготовки
одинаковые, только различаются по длине. Необходимый шаг решетки в
данном случае составлял 3 мм, а бур был только 1 мм вместо нужных 1,5
мм. Пришлось пойти на хитрость. Установка для изготовления первого этапа
заготовок для решеток показана на фото 1. Сначала был сделан первый
вертикальный проход путем перемещения фрезерных тисков в вертикальной
плоскости. Обратите внимание, что в тиски зажат ненужный кусок дерева, а
заготовка приклеена к нему на двухстороннем скотче. После первого
прохода поперечной подачей токарного станка тиски с заготовкой были
смещены на 0,5 мм и сделан второй проход. Это дало необходимую ширину
паза - 1,5 мм. Затем поперечной подачей тиски вновь сдвинулись на 2,5 мм
и вся процедура повторилась. Сделав таким образом необходимое
количество поперечных пропилов, получили готовую заготовку для второго
этапа. Далее нужно было разрезать заготовку вдоль на пластины толщиной
ровно 1,5 мм. Здесь был применен алмазный диск на оправке, зажатой в
патрон станка. В тиски была зажата толстая доска с латунной пластиной,
край которой точно перпендикулярен оси стакана. Этот край использовался
как упор. Найдя продольной подачей станка такое положение тисков, при
котором ширина отрезаемой заготовки составила 1,5 мм, мы получили
минициркулярку (Фото 2.). Для уменьшения вероятности скалывания зубшов
решетки лучше выставить минимальные обороты станка, расположить
заготовку зубцами к доске и медленно подавать заготовку спереди так,
чтобы при вращении алмазного диска он резал сверху вниз, а не наоборот.
Готовый результат показан на фото. Причем были сделаны как тонкие
заготовки основной решетки, так и более толстые для рамки. Совет: ширину
заготовок под рамки лучше выбирать кратной шагу сетки + 0,5 шага,
потому что при этом, чтобы получить под нее паз, достаточно выломать
нужное количество зубцов в ответной детали. После такой работы, если она
выполнена достаточно точно, решетки собираются идеально и практически
не требуют доводки и обработки.
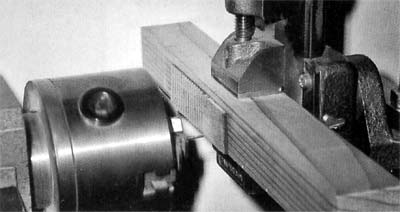
Фото 1. Прорезка вертикальных пазов.
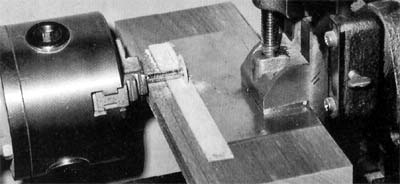
Фото 2. Минициркулярка из токарного станка.
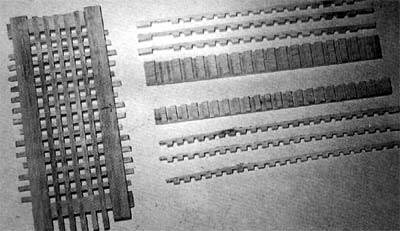
Фото 3. Готовые заготовки и решетки.
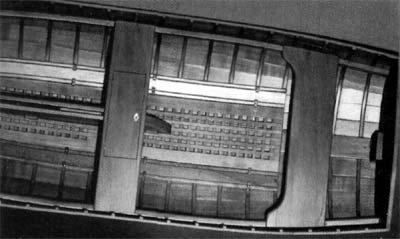
Фото 4. Готовая решетка на своем месте.
|
| |
| |





